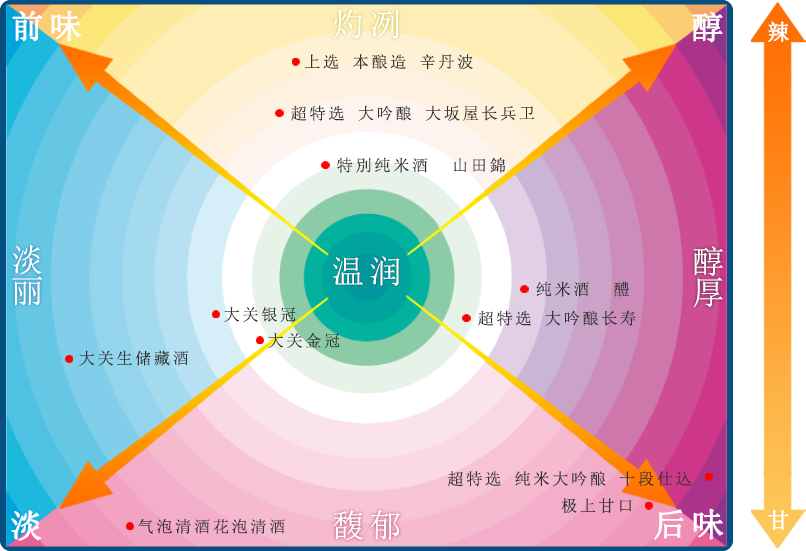
大关的「日本酒 赏鉴图」
大家是否也对“日本酒究竟是什么味道呢?”
“哪种日本酒更适合自己呢?”之类的问题抱有疑问呢?
大关结合最新仪器分析与杜氏工匠的专业味觉体验,
为大家呈现了【日本酒赏鉴图】。
在多种多样的日本酒中,为各位提供视觉参考,
敬请大家参考下表,根据自己喜好挑选。

酿造出丰富多元味道的 大关的酿酒技艺
就像【日本酒赏鉴图】中介绍的一样,日本酒有多种多样的味道。
在赏鉴图之外,有一些如“日本酒度”“酸度”“精米比例”等数值,
也是作为选择日本酒的参考标准而被记录在商品介绍中的。
“日本酒度”是指以糖分为主的精华量。数值越多用“-”,数值越少用“+”表示。
“酸度”是指日本酒中含有的乳酸、丁二酸、苹果酸等含量。并非含量越多就代表单纯的酸味,
而是说适度的酸含量可以引发完美的后味体验。酸含量越多味道越浓厚,反之越少味道则越清淡。
“精米比例”是追求无杂味完美口感的吟酿酒的必要元素。这个指数越低就越代表酒不计成本的奢侈,
因为需要更多的大米作原料,所以酒本身的价格也会随之变高。
不同的组合,衍生出丰富多元味道的日本酒。
在此,将为您介绍大关所特别讲究的酒曲,以及酿酒技艺。

- 大关拥有『寿蔵』『恒和蔵』两个酒窖。
在这里,酿酒师的匠人五感和高超技艺得到淋漓尽致的发挥。
【寿蔵】酿造以高级酒为主的日本酒。在传统的酿酒工艺之上引进最新的技术,保证高品质的同时有效提高了生产效率。

- 兵库县出产的山田锦是最高级的原料米,全国的酒窖均有使用。
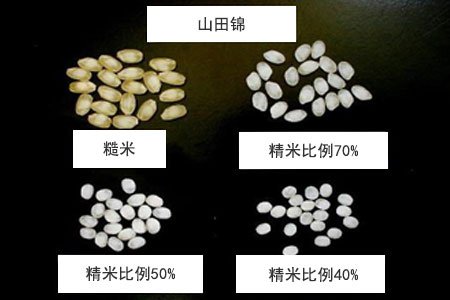
- 使用酿酒米专用的立式精米研磨机去除糙米表层多余的粗蛋白质、粗脂肪、矿物质,从而抑制酒的着色和杂味。这个过程称为精米化。
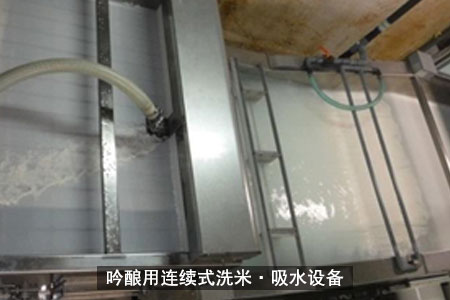
- 精米化的大米表面附着一层糠,所以为了除糠,还需通过淘洗,将白米相互摩擦从而达到二次精米化的效果。之后,淘洗后的米经过充分浸泡后(吸收水槽中25%~32%左右的水分),沥干(将米从水中沥出)附着在表面的水分。
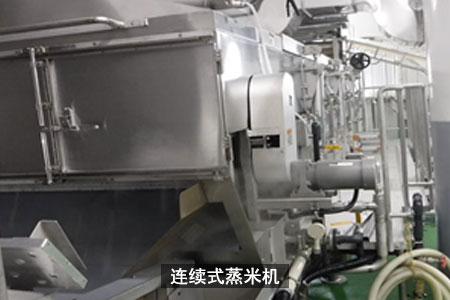
- 经过淘洗、充分浸泡后的白米在连续式蒸米机的传送带上18-22cm高的蒸层里均匀热蒸,在蒸米机中热蒸约35~40分钟后,外硬内软的蒸米就完成了。

- 经过蒸米机热蒸完成的蒸米会放入连续式制冷机中,期间每道酿造工序的温度都会自动调节,并通过送风机再传送到各道工序中。
蒸米的冷却温度的标准
•麴米:30℃左右
•酒母下料:55℃左右
•初添:15℃左右
•仲添:9℃左右
•留添:8℃左右

- 蒸米在冷却机中冷却至30℃左右时,加入了米麴菌后堆积在自动制麴机中20~30cm的米层中,分数次分别搅拌,同时控制温度和湿度,约45分钟后,均匀优质的麴就完成了。

- 在自动化操作的同时,重要工序间的衔接仍需酿酒师的配合,精细掌控品质。

- 【酒母下料】
酒母的优劣与酒的品质息息相关,一直以来被认为是酿酒的基本。
而酒母下料即为培养纯种、优良的酒母。
进入发酵阶段前,酒母会培养并大量繁殖酵母。
可通过在乳酸菌中酿造乳酸的方法(即生酛系酒母)或直接添加乳酸并酿造的方法(即速酿系酒母)进行酒母的培养。
(乳酸是杀死杂菌,制作酒母不可或缺的辅料)

- 【段仕込】
如果在酒母中一次性加入大量原料,酒母中酵母和酸的减弱就会影响酵母不能及时繁殖,从而生出大量杂菌。因此,为避免上述情况,一边计算酵母的繁殖一边下料,如此进行数次下料,这样的下料方法称为“段仕込”。
【三段仕込】
初添:加入酒母(只限初添)、与约酒母2倍量
的麴、蒸米、水
发酵:暂停下料,计算酵母的繁殖量
仲添:加入约初添2倍量的麴、蒸米、水
留添:加入约仲添2倍量的麴、蒸米、水

- 一般情况下,计入发酵的一天,下料过程的初添、仲添、留添三个阶段共需4天时间。

- 段仕込阶段后(最后下料工序结束后),第2、3天左右会出现具有不同特征、形状的酒泡。随着醪的糖化、发酵越来越旺盛,碳酸气体会发出刺鼻的气味,且气泡中含有大量的酵母。 醪在低温状态下充分发酵后,在约17-20天里逐渐成熟,这时,香气与口味和谐的酒就形成了。部分大吟酿酒在酿造时,醪的发酵时间需要约30天。

- 口味、香气、酒精都趋于稳定的醪已是酒质状态,如此即可上槽。
使用连续式压榨机分离清酒与酒粕,并经过空气压力压榨液体的过程称为【上槽】。

- 过滤醪后,酒就诞生了。

- 经过上槽的酒仍残留有不溶解的固体(渣滓等),所以还需要通过过滤机充分过滤。

- 过滤后的酒通过热交换机加热至65℃-70℃左右,杀死微生物的杂菌、残存的酵素后贮藏,待酒成熟。

- 将高温杀菌后的酒在贮藏罐中贮藏直至成熟。

- 装罐流程(以ONE CUP为例)
从酒瓶厂家收货后,从托盘放入洗瓶器各层,并供给温水将全部酒瓶洗净。

- 经过约70℃的杀菌后,送入灌装机贮藏罐中注液,给各瓶中充填一定量的清酒。
拥有每分钟充填500台的灌装机两台,
每小时可包装60,000瓶。

- 将成卷的标签按固定尺寸裁切,涂胶并粘贴。
在标签机出口处装有摄像头,可检出并剔除不合格品。

- 完成标签贴附后,给传送带上的酒瓶加盖聚乙烯瓶盖后被送往下一道工序。

- 通过包装机为5瓶一组的酒瓶包装侧封。

- 制箱机以5瓶一组,6组为单位进行自动外包装,并在外包装贴纸上涂抹热熔胶(约180℃)、定型。在出口处,在外包装贴纸上印制生产日期。之后由输送机运至物流仓库。

- 装瓶完成的最终制品,由富有经验的专业人士通过品鉴香味成分的平衡度,综合评价酒的最初品质,并判断是否上市。
